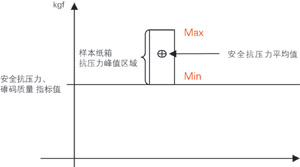
With the industrial development, corrugated cartons have been widely used as packaging materials. Due to the low threshold of corrugated cardboard boxes, the competition was abnormally severe. Carton users are exposed to more or less quality problems in the process of using carton boxes, such as the collapse, splitting and the like of carton stacking, which pose many negative effects.  As a result, the carton users that have been added have realized the two-level meaning of the maintenance of the product and the implementation of the product image. Carton users have become more professional and rational when deciding product quality standards, such as: increasing inspection equipment to evaluate the key principles of carton ... Breakthrough and anti-stress (or stacking), whether the induction is excessive packaging (material plan excess), the end The optimal contribution of the planning of packaging materials in the cost of all product forming.  However, in the process of product inspection, when the carton user determines whether the product is qualified, it usually initiates mistakes in the knowledge and misjudging the product inspection. The following is a detailed analysis and comment on how to accurately know and determine the resistance to pressure and stacking tests of corrugated boxes, and share their own internship experience with carton companies and users. Whether the carton anti-pressure and stacking inspection meets the needs of the need to clear two standards: inspection standards, physical standards.  Inspection situation analysis  Packaging operations usually use the following two packaging materials inspection conditions: Carton sample temperature and humidity were (23 ± 2) °C, (50 ± 5)% pretreatment 24h. Standard history: SN/T02693-93 "Procedures for Inspection of Exported Packaging Corrugated Containers". The standard atmosphere for testing pulp, paper, and paperboard should be relative humidity (50±2)%, temperature (23±1)°C, usually paper pretreatment 4h, thin paper at least 5-8h, high basis weight or other types of paper At least 48 h or more. Standard history: GB/T10739-1989 "Standard atmosphere for processing and testing of pulp, paper and paperboard samples" The purpose of setting the carton inspection pretreatment is to ensure that the fibrous tissue structure of each sample is in a balanced and stable condition, so as not to make the difference of the examination effect too large to affect the determination of the mechanical properties of the carton. Corrugated boxes should refer to the first pretreatment method.  Safety Pressure and Stacking Inspection Review  Conceptual expression  Pressure resistance is the maximum compressive yield value reached by the carton to continue evenly. The stacking code (standard designation-static load stacking) is to apply a stable quality on the carton package within a certain period of time (usually 24h), and whether the amount of deformation or damage of the carton is in line with the need. We can intuitively understand their differences by examining the force-time diagrams:      Formula accounting 1 Safety pressure P=K*G*(H/h-1)*9.8 P ... pressure resistance value N; K... deterioration coefficient (safety compression coefficient); G ... single package gross weight kg; H... stack height m.; h ... box height m. Storage period Less than 30 days 30 to 100 days More than 100 days Filler Bad coefficient 1.6 1.65 2 Export cartons are usually selected from Europe and the United States 3 Note: The coefficient of deterioration (intensity factor) K is determined based on the goods loaded and the storage conditions.  2 stacking quality M0=K* (H/h-1)* M1 M0......the total mass of the stacking pile applied by the carton kgkg; K...inferior coefficient (with safety factor); M1...... Single package gross weight kgkg; H... stacking height; H... box height m.  Comments on the question:  The determination of the deterioration coefficient implied that under various storage and transportation conditions, the carton pressure capacity can not meet the pressure requirements under the standard inspection conditions (such as relatively large humidity conditions), but because the coefficient is a safety compression coefficient Its "safety" is to meet the carton at:  Different strengths in atmospheric conditions decrease; the strength of handling and warehousing weakens; the strength of the load stack decays over time; the strength of the transport vibration shock weakens, etc. If the above atmospheric humidity and logistics conditions change, the outbreak collapses or the bulging deformation is lost. The role of the maintenance of the packaged goods.  Therefore, only the carton plan is made to be qualified (to meet the need of safety and pressure resistance). In the non-standard case, although the anti-pressure test is smaller than the safety anti-crush standard, it is still “safeâ€. We know that we can further The following example data understands the differences in the inspection of cartons under different conditions:  Comparison project  Carton type Paper collocation Outer diameter scale Mm Different test conditions Anti-stress test value (kgf) Anti-pressure required value (kgf) Temperature 18°C Humidity 79% Temperature (23±2)°C Humidity (50±5)% M102 A=A 316*260*235 289 342 320 M103 A=A 302*244*235 296 335 305 M106 A=A 502*276*273 321 401 296 Note: The above test values ​​are averages. In the above table, we can understand that the effect of inspection under non-standard conditions with large humidity conditions does not meet the requirements for safety and pressure resistance, but it cannot be judged that carton packaging products do not meet the standards. Conversely, in the case of relatively small humidity conditions, although the viewing effect is in line with the need, planning and production are not necessarily qualified. How accurate and useful is it to judge whether the carton anti-stress or stacking inspection function meets the standard? Due to the equivalence of anti-stress or stacking test, anti-stress analysis can help us to understand very well.  Under the constraints and requirements of inspection conditions and operating power, most manufacturers usually test carton pressure resistance under normal temperature and humidity conditions, and directly determine whether the product meets the requirements. In fact, the use of this method to determine that there is a large risk of misjudgment will often mislead the carton supplier to determine or cause the carton packaging to collapse. In the case of relatively large humidity conditions in the south, if the anti-pressure strength of the non-standard inspection can reach the safety and anti-stress standard, it means that the carton is in full compliance with the needs, and the carton plan is in line with the needs; if the strength of the inspection carton is not There are two possibilities to reach the safety and pressure resistance standards: Carton planning and production meet the needs; Carton planning and production do not meet the needs. It should be noted that in the case of low humidity conditions in the north, non-standard conditions are generally higher than the safety and compression requirements, but it does not mean that they meet the standards, because in the remote logistics conditions, especially the maritime conditions are relatively high humidity The inspection of non-standard conditions should consider this element to be reflected in the plan, otherwise the resulting risks will be difficult to avoid. Therefore, it is very important to accurately determine the role of product inspection. Process and background methods: Determine the carton safety anti-stress, weight quality guidelines. Both of the above two policies can be obtained through formulas. The judgment of policies depends on the differences between domestic and foreign sales and storage periods. Under special circumstances, if the carton is supported by the contents, the applicable anti-pressure policy values ​​can be determined according to practical conditions. The weight quality policy must be determined by the formula. Check the preprocessing conditions: The carton is pre-treated for 24 hours under standard inspection conditions (usually the carton user can go to the prestige inspection organization inspection unconditionally) to examine it from scratch in the future so that the moisture of the carton reaches the dynamic balance. Sample extraction notes: During trial production of new products, the sample sample printing and die-cutting processes differ from the non-printing and die-cutting strength by about 5-20%. Therefore, the sample and the batch product should be adhered to the basis. The sampling of batch products should be in accordance with the principle of calculating probability. After many years of internship experience, the sample sample should be taken from 6 different 3 packages to reduce the risk of misjudgment. Effect determination: Carton pressure resistance checked under standard conditions If a box force value is lower than the anti-pressure policy, then the lot can be judged as unqualified. Review of forward stacking inspection power: stacking inspections usually take a long time, and the methods for economical and useful determination are still in an exploratory period. Below is the experience of reviewing and internship with our customers.  Underlying principle:  The safety and anti-pressure values ​​of the same box are the same as the stacking quality values. The minimum value of the anti-pressure of the sample is not less than the safety anti-pressure value. By checking the average value of the anti-pressure peaks of the 6 boxes, it can be determined whether the stacking inspection is qualified. We can intuitively understand their related contacts through the figure below.    Process and method:  We first understand the carton's anti-pressure peak error through the test data it has experienced, under standard atmospheric conditions:  Under the conditions of handling, transportation, warehousing, etc., the maximum Max and Min of pressure peaks of the same double corrugated box were about 28%, and the error value of a single-wall corrugated box was about 33%. (A single severely damaged box should be removed). Determine the average standard safety pressure resistance The average value of the standard safety pressure against double corrugated cardboard boxes shall normally be 1.15 for safety and pressure resistance (15% higher than the value of safety pressure resistance), and the average safety and pressure resistance for single corrugated cardboard boxes shall be 1.18 for safety and pressure resistance. Under standard conditions, check the pressure peaks of the six sample carton boxes, find the arithmetic average of the pressure peaks of the sample carton, and the arithmetic average of the pressure peaks of the sample carton is greater than the average value of the standard safety pressure, then the batch of carton is qualified, otherwise It is not qualified.  The above method has strong operability, and it is useful for determining the stacking code inspection effect for the forward operating power and usefulness. You may wish to test.
Exsisting Replica wheels for Nissan cars, which includes 240SX,
350Z, 370Z, ALTIMA,CUBE, GT-R, LEAF, MAXIMA, SENTRA, VERSA, ARMADA, FRONTIER,
JUKE, MURANO, NV SERIES, PATHFINDER, QUEST, ROGUE, TITAN, XTERRA from 15 inches
to 24 inches with different finish, such as silver painted, gunmetal machined
face, matt black machined lip ect.
Nissan Replica Wheels,Nissan Replica Rims,Japan Replica Wheels,Nissan Steel Wheels NEXUS WHEEL , https://www.nexuswheel.com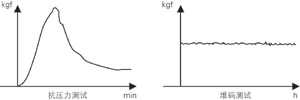
Carton anti-pressure and stacking inspection